
|
摘要 1 前言 在PCB完成布线后,由于组装流程的要求,需要对于一些具有特殊外形的PCB进行拼板设计,从而使后续的PCB组装流程能够顺利进行。拼板设计时通常需要增加边条,并将一个或若干PCB单元与边条以一定的方式连接在一起,形成满足组装要求的PCB外形。拼板的尺寸会对PCB生产时的材料利用率和生产拼板尺寸产生直接影响,甚至是显著影响PCB的价格。而拼板中边条的数量、宽度、位置、PCB单元的数量、PCB单元的排列方式、连接的方式、槽宽都将影响到拼板尺寸。 本文主要讨论拼板设计过程中,在满足PCB和PCB组装流程要求的前提下,如何通过控制这些影响因素,来优化拼板的尺寸,使其能在形成PCB生产拼板时产生高的板材利用率和合适的生产拼板尺寸,从而获得较低的PCB报价。 2 须做拼板的情形 以下情况需要对PCB进行拼板处理,形成拼板,以满足PCB组装需求: (1)设计本身的机械结构需求 (2)元器件焊盘靠PCB板边太近,顶层小于4.06 mm,底层小于5.08 mm(顶层小于0.16英寸、底层小于0.2英寸) (3)需要焊锡的测试点靠板边太近,顶层小于4.06 mm,底层小于5.08 mm(顶层小于0.16英寸、底层小于0.2英寸) (4)不规则外形或尺寸过小,不能顺利通过组装生产线 (5)为提高PCB组装生产效率 3 关于拼板的术语和定义 介绍关于拼板的术语和定义,以方便说明如何从成本角度出发,优化拼板。 3.1 拼板 拼板是指为满足PCB组装要求,必要时对PCB单元增加边条,并将一个或若干PCB图形与边条用一定的方式连接在一起,形成较大的、规则的PCB外形。常用的拼板方式有两种:连接筋(图1)和V-CUT(图2)。[编者注:此拼板是交付单元] 3.2 生产拼板 生产拼板是指在生产PCB时,为提高生产效率和满足制程需要,增加工艺边并将一个或若干个拼板与工艺边连接在一起,如图3所示。[编者注:此生产拼板是生产在制品(Panel)] 3.3 板材利用率 板材利用率=(拼板面积 * 拼板数量 / 生产拼板面积)×100%,即板材利用率=(X×Y×n/AxB)*100% 3.4 标准生产拼板 (1)标准生产板尺寸。 PCB用覆铜板尺寸是固定的,PCB生产拼板是由其裁剪而成,所以生产拼板通常具有标准尺寸A×B,如表1所示。因为覆铜板尺寸及各PCB公司生产设备能力等差异,表1中没有囊括所有的标准尺寸。 (2)生产拼板中的常规参数。 生产拼板上的常规参数各家PCB公司可能存在差异,表2中是一些典型值(指最小值)。 4 设计拼板过程中的成本控制 在PCB生产拼板中(图3),最小拼板之间间距(a1,a2)、工艺边尺寸(b1,b2)相对比较固定,拼板尺寸(X×Y)的改变,可能使生产拼板中拼板总数量(n)增加,或使生产拼板尺寸(A×B)减小,提高板材利用率。因此,拼板尺寸会对PCB生产时的板材利用率和生产拼板尺寸产生直接影响,从而影响PCB的价格。以下介绍在设计拼板过程中,如何优化拼板尺寸。 4.1 拼板边条和槽宽标准化 在满足PCB制程和PCB组装制程的前提下,应拼板的边条和槽宽最小化,这样可以使拼板的整体尺寸减小,提高生产拼板选择的灵活性和板材利用率。 总结形成如下图4所示的边条宽度和槽宽。图4 当PCB图形中有可供PCB生产、PCB组装时利用的安装孔,则拼板的边条上没有必要增加安装孔,这时可进一步缩小所加边条的尺寸。例如,将边条宽度进一步缩减为2.007 mm(0.079英寸),而边条与PCB单元之间的槽宽仍保持2.007 mm(0.079英寸),这样就保证了元器件到板边的最小间距即4.064 mm(0.16英寸)。这种较窄的边条应在充分评估边条刚性及PCB组装要求的条件下使用。而当PCB图形中没有设计供PCB组装对位使用的反光点时,则需要在边条上增加反光点,此时在拼板时需要使用较宽尺寸的边条。因此,从这一点上来看,PCB图形中不设计反光点是不可取的。 以下拼板中优化边条和槽宽的应用实例。 (1)PCB相关参数与拼板。 PCB为6层板,尺寸mm(in)182.4×198.91(7.181×7.831),有阻抗控制要求,需拼板原因是元器件离板边小于4 mm、外形不规则。 如图5所示是使用不同边条宽度和槽宽的拼板,拼板1使用了标准边条宽度和槽宽,而拼板2则采用了较大的边条和槽宽,拼板方式均为连接筋。 图5 (2)在生产拼板中的排列。 如图6是两种拼板在相应生产拼板中的排列的示意图。 图6 (3)拼板优劣分析和价格对比 这两个拼板所需的生产拼板尺寸、板材利用率等如表3所示。 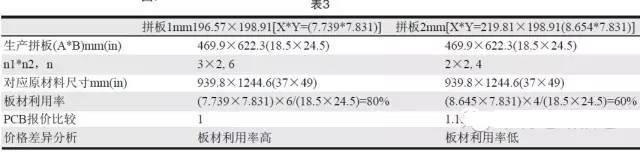 4.2 减少边条数量优化拼板 4.2 减少边条数量优化拼板由于SMT制程需要加两个边条以解决元器件靠板边太近的问题,在标准拼板中一般使用两个边条。但是当可以直接利用PCB板边传送时即在这一边没有元器件离板边太近的情况,这时只需增加一个板边来满足SMT制程需要。以下拼板中优化边条数量的应用实例。 (1)PCB相关参数与拼板。 PCB为14层板,PCB尺寸mm(in)205×225.3(8.071×8.871),有阻抗控制要求,需拼板原因元器件离板边小于4 mm、外形不规则。 如图7所示是使用不同数量边条的拼板,拼板1仅使用了一个边条,直接利用PCB另一边作为SMT工艺传送边,并且PCB图形中有合适的安装孔;而拼板2则是按常规设计了两个边条。拼板方式为连接筋。图中“Breakaway Tab”指边条。 图7 (2)在生产拼板中的排列。 图8是两种拼板在相应生产拼板中的排列的示意图。 图8 (3)拼板优劣分析和价格对比。 这两个拼板所需的生产拼板尺寸、板材利用率等如表4所示。 4.3 改变矩阵方式优化拼板 当一个拼板上有2个或更多PCB单元时,PCB单元在拼板上的排列方式可能不同。例如,当PCB单元数量为4时,PCB既可以2×2排列,也可以1×4排列。PCB单元在拼板上的排列方式会影响到拼板尺寸,从而产生价格差异。以下拼板中优化PCB单元排列方式的应用实例。 (1)PCB相关参数与拼板 PCB为14层板,PCB尺寸mm(in)65.43×70.0(2.756×2.756),有阻抗控制要求,需拼板原因PCB尺寸小。 如图9所示在两种拼板中PCB单元的排列方式不同。拼板方式是V-CUT。这两种拼板尺寸有明显的的差异,将导致各自所需的生产拼板尺寸改变。 图9 (2)在生产拼板中的排列 如图10是两种拼板在生产拼板中的排列的示意图。 图10 (3)拼板优劣分析和价格对比 这两个拼板所需的生产拼板尺寸、板材利用率等如表5所示。 4.4 调整边条位置优化拼板 通常情况下,为了满足SMT制程要求,在拼板时需加两个边条。边条放在PCB的长边还是放在PCB的短边,这会产生不同的拼板尺寸。以下拼板中优化边条位置的应用实例。 (1)PCB相关参数与拼板。 PCB为14层HDI板,PCB尺寸mm(in)180.49×198.91(7.106×7.831),有电镀CAVITY、高速板材要求,需拼板原因元器件离板边小于4 mm。 如图11所示在两种拼板中PCB单元的边条位置不同,拼板1中边条在长边方向,而拼板2中边条在短边方向。 图11 (2)在生产拼板中的排列。 如图12是两种拼板在相应生产拼板中排列的示意图。 图12 (3)拼板优劣分析和价格对比 这两个拼板所需的生产拼板尺寸、板材利用率等如表6所示。 4.5 其它优化拼板的途径 以下两种因素显然会影响拼板的尺寸,从而影响PCB报价。 (1)拼板方式。如前述,当使用连接筋的方式进行拼板时,在边条与PCB单元之间有2 mm的槽宽,而V-cut拼板则是边条与PCB单元直接相连。因此,在符合PCB和PCBA制程的条件下,使用V-cut拼板,能够减小拼板尺寸,从而提高板材利用率,获得相对较低的PCB价格。 (2)PCB单元数量。拼板中PCB单元数量的不同,会显著改变其尺寸,应注意合理安排PCB单元的数量以优化拼板尺寸。 5 总结 拼板的应用表明,在拼板设计过程中,通过对边条宽度、槽宽、边条数量、PCB单元的排列方式、边条位置、拼板方式以及PCB单元数量等进行优化处理,灵活运用,可以使拼板的尺寸得以优化,使得PCB生产时提高板材利用率、减小生产拼板尺寸,从而获得较低的PCB价格以节省成本。
|





 NB300、350、380维修手册
NB300、350、380维修手册 2025年职能部门月考核细则(医学工程部)
2025年职能部门月考核细则(医学工程部)




 浙公网安备 33010402001000号
浙公网安备 33010402001000号