
|
1. 范围和简介 1.1 范围 本规范规定了研发设计中的相关工艺参数。 本规范适用于研发工艺设计 1.2 简介 本规范从PCB外形,材料叠层,基准点,器件布局,走线,孔,阻焊,表面处理方式,丝印设计等多方面,从DFM角度定义了PCB的相关工艺设计参数。 2. 引用规范性文件 下面是引用到的企业标准,以行业发布的最新标准为有效版本。
3. 术语和定义 细间距器件:pitch≤0.65mm异型引脚器件以及pitch≤0.8mm的面阵列器件。 Stand off:器件安装在PCB板上后,本体底部与PCB表面的距离。 PCB表面处理方式缩写: 热风整平(HASL喷锡板):Hot Air Solder Leveling 化学镍金(ENIG):Electroless Nickel and Immersion Gold 有机可焊性保护涂层(OSP):Organic Solderability Preservatives 说明:本规范没有定义的术语和定义请参考《印刷板设计,制造与组装术语与定义》(IEC60194) 4. 拼板和辅助边连接设计 4.1 V-CUT连接 [1] 当板与板之间为直线连接,边缘平整且不影响器件安装的PCB可用此种连接。V-CUT为直通型,不能在中间转弯。 [2] V-CUT设计要求的PCB推荐的板厚≤3.0mm。 [3] 对于需要机器自动分板的PCB,V-CUT线两面(TOP和BOTTOM面)要求各保留不小于1mm的器件禁布区,以避免在自动分板时损坏器件。 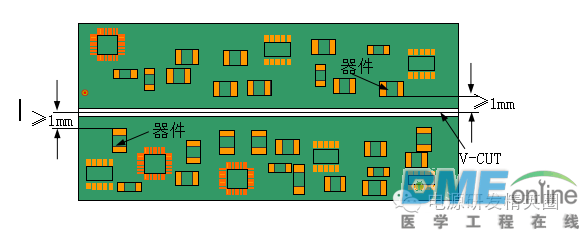 图1 :V-CUT自动分板PCB禁布要求 图1 :V-CUT自动分板PCB禁布要求 同时还需要考虑自动分板机刀片的结构,如图2所示。在离板边禁布区5mm的范围内,不允许布局器件高度高于25mm的器件。 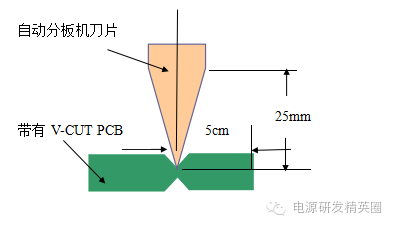 图2 :自动分板机刀片对PCB板边器件禁布要求 采用V-CUT设计时以上两条需要综合考虑,以条件苛刻者为准。保证在V-CUT的过程中不会损伤到元器件,且分板自如。 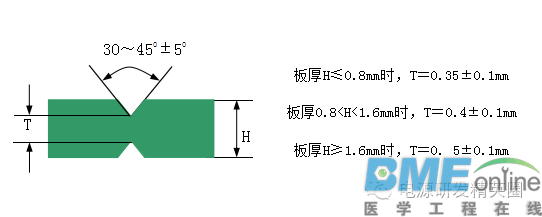 图3 :V-CUT板厚设计要求 图3 :V-CUT板厚设计要求 此时需考虑到V-CUT的边缘到线路(或PAD)边缘的安全距离“S”,以防止线路损伤或露铜,一般要求S≥0.3mm。如图4所示。 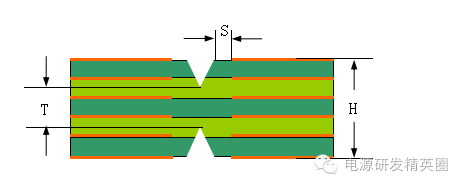 图4 :V-CUT与PCB边缘线路/pad设计要求 图4 :V-CUT与PCB边缘线路/pad设计要求4.2 邮票孔连接 [4] 推荐铣槽的宽度为2mm。铣槽常用于单元板之间需留有一定距离的情况,一般与V-CUT和邮票孔配合使用。 [5] 邮票孔的设计:孔间距为1.5mm,两组邮票孔之间推荐距离为50mm。见图5 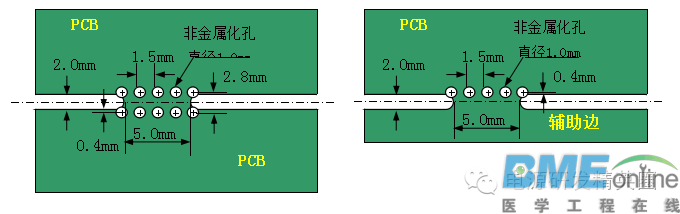 图5 :邮票孔设计参数 4.3拼版方式 推荐使用的拼版方式有三种:同方向拼版,中心对称拼版,镜像对称拼版。 [6] 当PCB的单元板尺寸<80mm*80mm时,推荐做拼版; [7] 设计者在设计PCB板材时需要考虑到板材的利用率,这是影响PCB成本的重要因素之一。 说明:对于一些不规则的PCB(如L型PCB),采用合适的拼版方式可提高板材利用率,降低成本。图6  图6 :L型PCB优选拼版方式 [8] 若PCB要经过回流焊和波峰焊工艺,且单元板板宽尺寸>60.0mm,在垂直传送边的方向上拼版数量不应超过2。 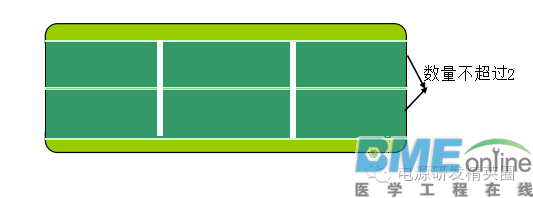 图7 :拼版数量示意图 [9] 如果单元板尺寸很小时,在垂直传送边的方向拼版数量可以超过3,但垂直于单板传送方向的总宽度不能超过150.0mm,且需要在生产时增加辅助工装夹具以防止单板变形。 [10] 同方向拼版 l 规则单元板 采用V-CUT拼版,如满足4.1的禁布要求,则允许拼版不加辅助边 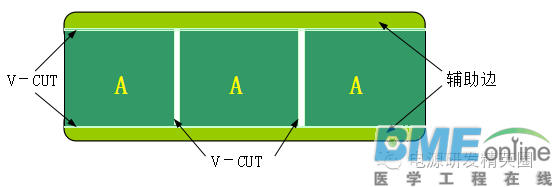 图7 :规则单板拼版示意图 l 不规则单元板 当PCB单元板的外形不规则或有器件超过板边时,可采用铣槽加V-CUT的方式。 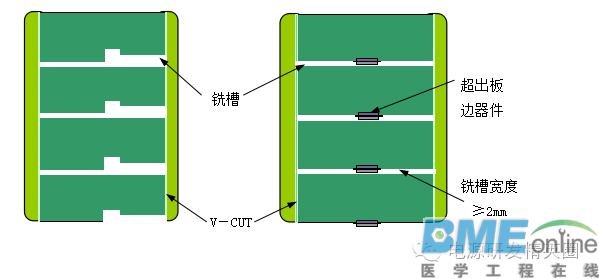 图8 :不规则单元板拼版示意图 [11] 中心对称拼版 l 中心对称拼版适用于两块形状较不规则的PCB,将不规则形状的一边相对放置中间,使拼版后形状变为规则。 l 不规则形状的PCB对称,中间必须开铣槽才能分离两个单元板 l 如果拼版产生较大的变形时,可以考虑在拼版间加辅助块(用邮票孔连接) 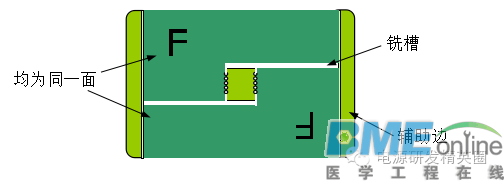 图9 :拼版紧固辅助设计 l 有金手指的插卡板,需将其对拼,将其金手指朝外,以方便镀金。 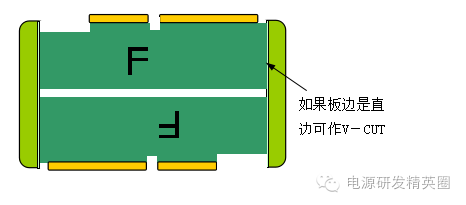 图10 :金手指拼版推荐方式 [12] 镜像对称拼版 使用条件:单元板正反面SMD都满足背面过回流焊焊接要求时,可采用镜像对称拼版。 操作注意事项:镜像对称拼版需满足PCB光绘的正负片对称分布。以4层板为例:若其中第2层为电源/地的负片,则与其对称的第3层也必须为负片,否则不能采用镜像对称拼版。 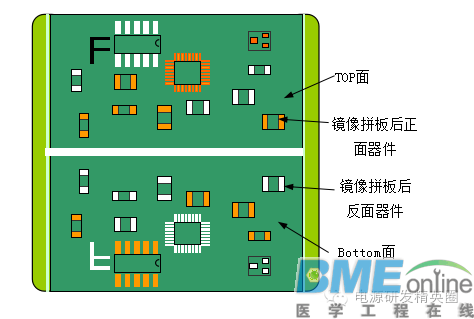 图11 :镜像对称拼版示意图 图11 :镜像对称拼版示意图采用镜像对称拼版后,辅助边的Fiducial mark 必须满足翻转后重合的要求。具体的位置要求请参见下面的拼版的基准点设计。 4.4辅助边与PCB的连接方法 [13] 一般原则 l 器件布局不能满足传送边宽度要求(板边5mm禁布区)时,应采用加辅助边的方法。 l PCB板边有缺角或不规则的形状时,且不能满足PCB外形要求时,应加辅助块补齐,时期规则,方便组装。 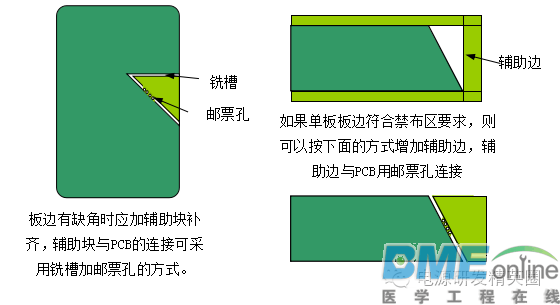 图12 :补规则外形PCB补齐示意图 [14] 板边和板内空缺处理 当板边有缺口,或板内有大于35mm*35mm的空缺时,建议在缺口增加辅助块,以便SMT和波峰焊设备加工。辅助块与PCB的连接一般采用铣槽+邮票孔的方式。 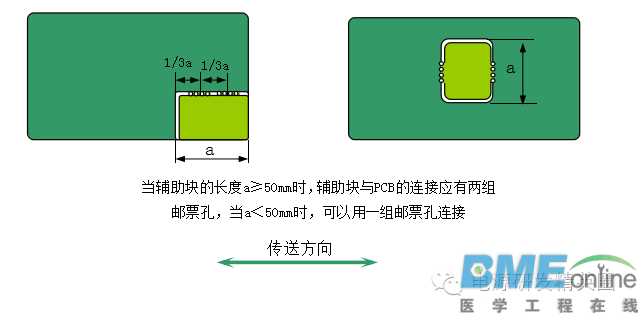 图13 :PCB外形空缺处理示意图 5. 器件布局要求 5.1 器件布局通用要求 [15] 有极性或方向的THD器件在布局上要求方向一致,并尽量做到排列整齐。对SMD器件,不能满足方向一致时,应尽量满足在X、Y方向上保持一致,如钽电容。 [16] 器件如果需要点胶,需要在点胶处留出至少3mm的空间。 [17] 需安装散热器的SMD应注意散热器的安装位置,布局时要求有足够大的空间,确保不与其它器件相碰。确保最小0.5mm的距离满足安装空间要求。 说明:1、热敏器件(如电阻电容器、晶振等)应尽量远离高热器件。 2、热敏器件应尽量放置在上风口,高器件放置在低矮元件后面,并且沿风阻最小的方向排布放置风道受阻。 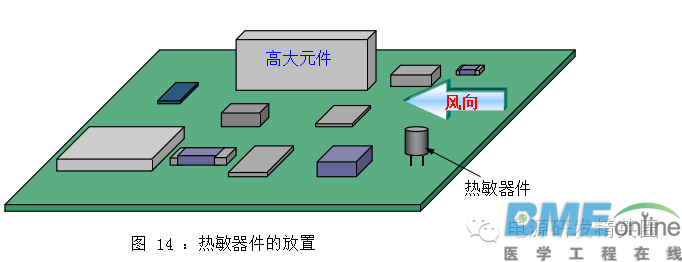 图 14 :热敏器件的放置 [18] 器件之间的距离满足操作空间的要求(如:插拔卡)。 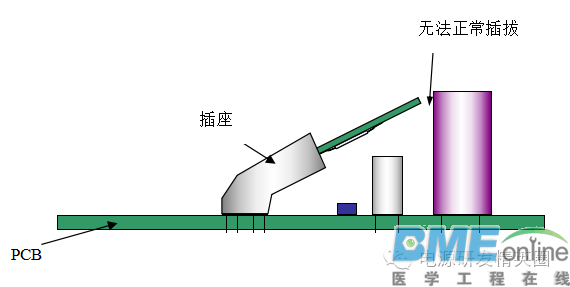 图15 :插拔器件需要考虑操作空间 [19] 不同属性的金属件或金属壳体的器件不能相碰。确保最小1.0mm的距离满足安装要求。 5.2 回流焊 5.2.1 SMD器件的通用要求 [20] 细间距器件推荐布置在PCB同一面,并且将较重的器件(如电感,等)器件布局在Top面。防止掉件。 [21] 有极性的贴片尽量同方向布置,防止较高器件布置在较低器件旁时影响焊点的检测,一般要求视角<45度。如图所示  图 16 :焊点目视检查示意图 [22] CSP、BGA等面阵列器件周围需留有2mm禁布区,最佳为5mm禁布区。 [23] 一般情况面阵列器件布容许放在背面;当背面有阵列器件时,不能在正面面阵列器件8mm禁布区的投影范围内。如图所示;  图 17 :面阵列器件的禁布要求 5.2.1 SMD器件布局要求 [24] 所有SMD的单边尺寸小于50mm,如超出此范围,应加以确认。 [25] 不推荐两个表面贴装的异型引脚器件重叠,作为兼容设计。以SOP封装器件为例,如图所示。  图 18 :两个SOP封装器件兼容的示意图 图 18 :两个SOP封装器件兼容的示意图[26] 对于两个片式元件的兼容替代。要求两个器件封装一致。如图:  图 19 :片式器件兼容示意图 [27] 在确认SMD焊盘以及其上印刷的锡膏不会对THD焊接产生影响的情况下,允许THD与SMD重叠设计。如图。 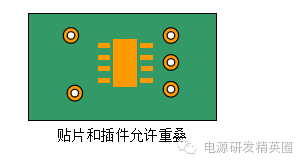 图 20 : 贴片与插件器件兼容设计示意图 [28] 贴片器件之间的距离要求 同种器件:≥0.3mm 异种器件:≥0.13×h+0.3mm(h为周围近邻元件最大高度差) 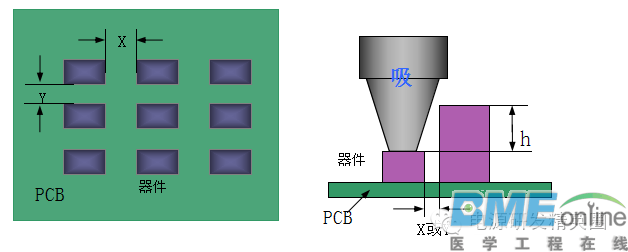 图 21 :器件布局的距离要求示意图 图 21 :器件布局的距离要求示意图[29] 回流工艺的SMT器件距离列表: 说明:距离值以焊盘和器件体两者中的较大者为测量体。表中括号内的数据为考虑可维修性的设计下限。 表1 器件布局要求数据表
|





 NB300、350、380维修手册
NB300、350、380维修手册 2025年职能部门月考核细则(医学工程部)
2025年职能部门月考核细则(医学工程部)




 浙公网安备 33010402001000号
浙公网安备 33010402001000号